There are many types of solder to choose from with different alloy make up. Different solder types often have specific applications and melting temperatures. Most common solders used are 63-37 Tin Lead Rosin core, or lead-free solder SN99 AG0.3 CU0.7. I find myself using leaded solder as it’s the easiest to find and have consistent results. There is concern when it comes to lead-anything. If used with disposable gloves or wash your hands afterwards there is little to no risk. When you buy solder, it’s good practice to review a datasheet with similar chemical make-up. It might be hard to find your particular one since there are so many options out there. Mouser Electronics or Digi-key is a good resource to find datasheets for items like solder. In the datasheets you will find the melting point, recommended solder-iron temperature, if it has flux or not, etc.
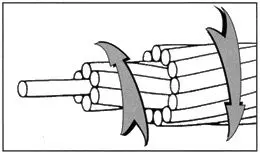
Rosin paste flux or just “flux” lets the heat distribute more effectively through the solder joint. It’s the residue that surrounds the solder joint, sticky, amber-esque color. Most solders have in combined in the material itself. You can find it without, but it is difficult to make a great solder joint. You can purchase the flux by itself. This helps where transferring heat is difficult, like a large gauge wire or large pad on a PCB. It’s a sticky mess but you can fray the two ends of the wire, dip them into the flux and twist them together. Once they are well meshed, you apply the iron then the solder, you will see the solder swiftly flow through the two wires.